24小時咨詢熱線:+86-13829110583
全國咨詢熱線:+86-0769-81228239
致力于產品的良好用戶體驗、有效的網絡營銷效果而努力
聯系人:高小姐
手 機:+86-13829110583
電 話:+86-0769-81228239
地 址:廣東省東莞市虎門鎮太安路虎門段 41 號泰明商業大廈 2 棟 405室
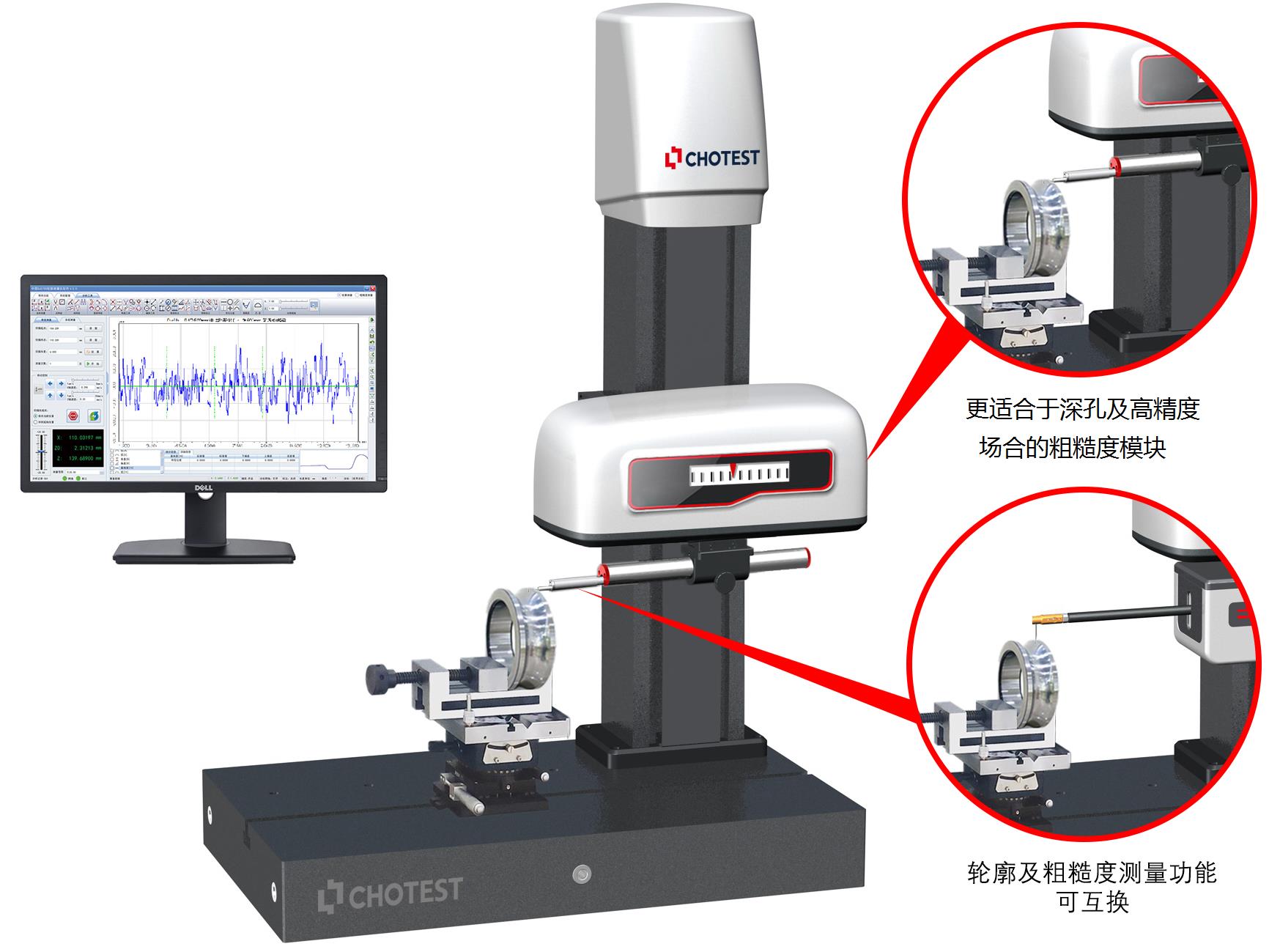
1. 表面輪廓評定:
(1) 輪廓尺寸測量:半徑、直徑、角度、距離、線性偏差;
(2) 形位公差:直線度、圓度、位置度、平行度、垂直度、輪廓度等;
(3) 建立坐標系:確定點、坐標軸、直線/垂直線,支持點-線、線-線建立坐標系,可平移/旋轉坐標系;
(4) 輪廓分析構造:確定相交點、相交線、圓、構造平移偏置點、線,最高點、最低點,建立回歸直線,中心點、自由點等輪廓分析;
(5) 自定義輪廓測量:可根據工件特性(比如有孔、槽的工件表面,測量流程自定義避開工件中不需要測量的部分,進行非連續性測量;
(6) 特殊工具應用(選配):支持滾珠絲桿測量(糾正螺旋角)、螺紋牙形角/螺距測量、臺階高度、溝槽深度、溝槽底部尺寸、面積、凸度等;
(7) 實際值與標稱值比較。
2. 表面粗糙度評定:
(1) Ra,Rp,Rv,Rz,Rt,Rmax,Rq,Rsk,Rku,RSm,RPc,Rdq,Rdc,Rmr;
(2) P(Pt\Pa)等參數、W參數等多參數評定;
(3) Motif參數、Rcore核心參數的評定。
3. 濾波:2RC濾波,高斯濾波和零相位濾波;
4. 界面友好,更符合中國用戶操作習慣;
5. 測量記錄采用集中式數據庫管理,可按被測件類型、生產單位、出廠編號、檢測員、送檢單位、設備編號、檢定日期和有效日期等查詢和管理測量記錄;
6. 輸出多種格式報表(.doc,.docx,.xlsx,.pdf),并支持完全的自定義報表,定制測量記錄報表,可批量打印記錄表,具有數據備份和還原數據庫功能;
7. 具有強大的CNC功能,能進行一系列高效率的CNC測量及CNC分析,具備SPC分析功能;
8. 具備自動找拐點功能,能按照程序設置進行X軸自動找拐點;
9. 成熟簡單的標定,儀器自帶高精度組合標定臺,可對儀器的精度和測針磨損進行精確補償;
10. 可進行DXF(CAD)、PDF格式圖紙導入,進行理論圖紙與測量結果進行比對分析;特別是不規則的輪廓形狀時,可以提供直觀圖形對比;
11. 可對多次測量的輪廓曲線匹配后進行分析測量重復性;
1、 高精度、高穩定性、高重復性:完全滿足被測件測量精度要求。
1) 選用國際領先的高精度光柵測量系統和高精度電感測量系統,測量精度高;
2) 自主研發高精度研磨導軌系統,導軌材料耐磨性好、保證系統穩定可靠工作;
3) 高性能直線電機驅動系統,保證測量穩定性高、重復性好。
2、 智能化管理與檢測軟件系統:
儀器操作界面友好,操作者很容易即可基本掌握儀器操作,使用十分簡便。
1) 公司多年積累的實用測量軟件設計經驗,向客戶提供簡潔、實用、快速的操作體驗;
2) 公司投入多年人力研發儀器軟件,具有專用的軟件著作權;
3) 功能強大、自動處理數據、打印各種格式的報告,自動顯示、打印、保存、查詢測量記錄;
數據可存檔,或集中打印,不占用檢定操作時間;
4) 測量范圍廣,可滿足幾乎所有類型的工件輪廓測量、包括特殊工件絲桿、軸承、螺紋等輪廓的特殊測量功能;
5) 可自動和手動選取被測段進行評定,可依據客戶要求進行軟件功能的定制;
6) 強大的CNC自動測量及自動標注分析功能;
針對同類型大批量的工件,能進行CNC測量,自動分析處理數據,并將數據進行SPC統計,能進行多種方式統計分析,給予品質控制指導;
7) 采用計算機大容量數據庫儲存,可自動記錄保存所有檢定結果。
3、 同時能測量表面粗糙度和輪廓形狀
共用主體,只需切換不同模塊,可對產品進行輪廓形狀測量和微觀粗糙度測量。
4、 可進行多參數評定
粗糙度可依據不同標準進行自動評價,包含Ra,Rp,Rv,Rz,Rt,Rmax,Rq,Rsk,Rku,RSm,RPc,Rdq,Rdc, Rmr及P參數、W參數、Motif參數、Rcore核心參數等多參數評定。
5、 厚度參數測量
粗糙度參數測量的同時可同時測量600微米以內的一些薄膜臺階高度、厚度尺寸,測量方便,精度控制在2%H(H,測量總高度)以內,特別適合高精度且不能有刮傷的測量場合。
6、 智能保護系統:
儀器在各個方向都有進行硬件及軟件保護,能有效的保護儀器主機及測針,降低人員因操作失誤帶來的測針及儀器損傷。
7、 靈活手動控制:
儀儀器配置了特殊分離式操作桿,操作桿在儀器操作移動時,可放置在任何位置控制操作,在測量工件前對測針進行粗定位;在脫離電腦的情況下,操作桿具備左右/上下移動測針、急停、測桿上下角度擺動及速度分多級調節功能。
型號 | SJ5718-PR | ||
輪廓 參數 | 測量 范圍 | X軸 | 0~100mm |
Z軸 | 0~300mm | ||
Z1軸 | ±30mm | ||
分辨率 | X軸/Z1軸 | 最高分辨率0.001μm | |
測量精度 | X軸 | ±(0.6+0.02L) μm,(L,mm) | |
Z1線性精度 | ±(0.6+0.05H) μm,(L,mm) | ||
曲率誤差(直徑) | ≤±(1.2+R/15)μm(R,mm) | ||
角度誤差 | ±1′ | ||
移動速度 | X軸 | 0~20mm/s | |
Z軸 | 0~20mm/s | ||
粗糙度參數 | 掃描速度(X掃描軸) | 0.05~5mm/s | |
直線度(X掃描軸) | ≤0.3μm/50mm,≤0.5μm/100mm | ||
測力 | 約30mN | ||
爬坡能力 | 上坡77o,下坡88o | ||
測量范圍 | Z0軸 | ±20μm~±400μm | |
傳感器類型 | 無軌式 | ||
適用測量范圍 | Ra0.1μm~Ra64μm | ||
測力 | 約1~2mN | ||
分辨率 | Z0軸 | 最高分辨率0.001μm | |
測量精度 | 示值誤差 | ≤±(5nm+2.5%A)μm | |
重復性 | ≤1nm(0.1-0.2μm方波粗糙度樣塊、標準臺階塊) | ||
掃描速度 | 0.05~0.5mm/s | ||
殘值噪聲/殘余輪廓 | ≤0.005μm | ||
測量參數 | R粗糙度: Ra,Rq,Rz,Rmax,RPc,Rz-JIS,Rt,Rp,Rv,RSm,Sm,S,Rsk,Rku,Rdq,Rdc,Rmr, 核心粗糙度: Rk,Rpk,Rvk,Rpkx,Rvkx,Mr1,Mr2,A1,A2,Vo P輪廓參數:Pa,Pq,Pt,Pz,Pp,Pv,PSm,Psk,Pku,Pdq, Pdc, PPc,Pmr, W波度輪廓參數:Wa,Wq,Wt,Wz,Wp,Wv,WSm,Wsk,Wku,Wdq,Wdc,Wmr Motif參數:R,AR,W,AW,Rx,Wx,Wte,Nr,Ncrx,Nw,Cpm,CR,CF,CL | ||
濾波器 | 高斯濾波器、2RC濾波器,相位修正濾波器 | ||
濾波長度 | 0.08、0.25、0.8、2.5、8.0、25mm可選 | ||
評定長度 | λc×3、4、5、6、7、8可選 | ||
儀器尺寸(長×寬×高) | 800×450×1000(mm) | ||
儀器重量 | 約115Kg | ||















管理員
該內容暫無評論